酸洗いとは大きく分け3つの表面処理を目的とし、強酸槽に製品を漬け込み洗浄処理する方法になります。
・
1つ目は金属表面の洗浄目的。
・
2つ目はメッキや塗装、切削等の下地処理目的。
・
3つ目はステンレス材の表面に被膜を再形成する目的。
1. 金属表面の洗浄
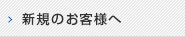
1つ目の洗浄目的は製作時の溶接スケール(溶接ビードの変色部)、焼鈍スケール(熱処理の黒皮等)、もらい錆、切削油分、作業時の手袋等油、汚れ、不純物全般の除去を目的とし、製品の品質向上に繋がります。
非鉄金属製品(ステンレス、チタン、アルミニウム等)の場合、酸洗いを最終工程として納品される場合も多々あり、外観品質の重要性を求められる事が多く、酸洗処理が使用されます。
2. 加工処理前の下処理
2つ目の前処理は、メッキ工程や塗装工程の下地処理に密着を良くする為に脱脂もかねて酸洗い処理を行います。酸洗後の仕上がりが少しざらついた感じになり、油分も取り除けますので表面にメッキ、塗料がより一層密着し易くなります。また、ショット加工や切削時に表面の下地処理としてもとても有効です。

3. 表面被膜の再形成
3つ目の被膜の再形成はステンレス製品に不動態被膜(不動態化処理)を形成し錆びに強いステンレス本来の素材に戻す工程になります。
ステンレスが錆びにくい理由は、表面に見えない極薄の膜(数nm)、「不動態皮膜」「不動態被膜」「酸化被膜」などと言われる膜が形成して保護している事により錆びにくい状態を保っているからなのです。

ステンレスに含まれるクロム(Cr)と酸素( O2)が反応して膜を形成するその膜が不動態被膜です。素材そのままの状態で膜は形成され維持されますが、加工時の溶接や切断など熱の変化や傷など手を加えられる事により膜が破壊され、錆や耐久性の問題が発生します。
膜を再形成する目的に不動態化処理を施します。その処理法が酸洗処理となります。

酸洗いのメリットは、他の工法に比べて比較的安価で均一な状態にステンレス自体を空気と反応させる事が可能で、錆び、溶接焼けなどを極薄皮を剥ぐように落とし、物理的応力もかからないので歪みも起こさず製品自体に問題を生じさせません。一方で仕上がり具合が梨地に曇る感じに仕上がるため、光沢を求められる製品の場合には適しておりませんので他の工法処理が適しているかと思われます。(電解研磨、バフ研磨など)

※弊社の見解です。比較評価については賛否ある場合がありますので、ご了承下さい。
| 酸洗い | 電解研磨 | バフ研磨 | 化学研磨 | メッキ | |
| 量産性 | ◎ | ◎ | △ | ◎ | ◎ |
|---|---|---|---|---|---|
| 対応サイズ | ◎ | ○ | ○ | △ | ◎ |
| コスト | ○ | △ | △ | ○ | ○ |
| 均一性 | ◎ | ○ | ○ | ◎ | ○ |
| 製品への影響 | ○ | △ | △ | ○ | ○ |
| 光沢性 | △ | ◎ | ◎ | ◎ | ○ |
| 耐食性 | ◎ | ◎ | △ | △ | ○ |
酸洗い
耐食性向上に最適です。比較的安価で均一な状態にステンレス自体を空気と反応させる事が可能です。錆び、溶接焼けなどを極薄皮を剥ぐように落とし、物理的応力もかからないので、歪みも起こさず製品自体に問題を生じさせません。一方で仕上がり具合が梨地に曇る感じに仕上がるため、光沢を求められる製品の場合には適していません。不働態化処理の代表的な工法です。
電解研磨
光沢を求める外観品質重視に最適です。ワークに電極を装着通電して表面の凹凸を滑らかに溶かし、平坦にする処理なので精度を有する場合には注意が必要です。また処理準備に手間がかかるのでコストもかかります。耐食性は酸洗い同等です。
バフ研磨
光沢を求める場合に最適です。特に傷など部分的箇所の処理や光沢も調整可能なので、他の表面処理に比べて自在に仕上げられます。必要な箇所だけ仕上げたい場合に最適です。ただし、主に手作業の複数工程なので、コストがかかり量産が苦手です。不働態化処理としては不向きです。
化学研磨
小物の量産に最適です。加熱した特殊な液に浸して処理を行います。エッジ処理や厚みの微調整が可能です。耐食性に劣るので化学研磨後に不働態化処理を施すと良いです。
メッキ
最も表面処理の代表的な工法の一つです。金属以外に様々な材質に加工でき、防食、耐摩耗性、熱伝導性等に優れており、処理法も用途に応じて何種類もあります。前処理にも手間をかけますので費用がかかります。あくまで素材表面に金属の被膜を覆いますので、経年劣化や物理的破壊で剥がれが生じる可能性があります。

綺麗に仕上がった酸洗後の製品が、稀に時間と共に変色を招くことがあります。
変色の原因は製品隙間に残っていた酸性の薬品がしみ出て、空気に触れ赤く又は茶色に変色する為です。
変色を招かないよう後処理に努力を惜しみませんが、構造上どうしても薬品が出し切れない場合があります。
詳しくは「染み込み事例ページ」をご覧下さい。